電阻焊工藝介紹
由于漆包線的表面覆有一層絕緣薄膜�,故沒辦法直接采用電阻焊焊接的方式��。漆包線電阻熱壓焊需要將端子設(shè)計(jì)成特殊的形狀來導(dǎo)通電流�����,從而獲得焦耳熱來 熔化絕緣漆層,在無需預(yù)先去除絕緣漆層的情況下實(shí)現(xiàn)漆包線和端子的可靠 連接����。常用電阻熱壓焊端子結(jié)構(gòu)如圖 2 所示。
2a掛鉤型 2b襯套型
掛鉤型端子結(jié)構(gòu)將端子彎成U型�,包裹住漆包線(通常是單芯)進(jìn)行焊接。焊接樣品如圖 3 所示����。焊接過程可以分為3個(gè)階段:(1)開始時(shí)通過電極對端子進(jìn)行加熱,電流只在端子內(nèi)通過�;(2)端子溫度持續(xù)升高,此時(shí)����,由于端子發(fā)熱使漆包線的絕緣漆層氣化被剝離,使芯線露出����;(3)電流一部分從掛鉤流過���,一部分從導(dǎo)線流過����,然后,電流經(jīng)過端子���、芯線、端子的順序流動(dòng)��,隨著電極的加壓力����,使端子與芯線加壓定型,完成焊接���。焊接過程如圖 4 所示�。
掛鉤型熱壓焊容易出現(xiàn)的問題有以下 3 種情況:① 通電初期電流主要通過端子流動(dòng)����,如果電流上升過快可能會導(dǎo)致端子斷裂;② 初始電流過小���,產(chǎn)生的熱量不足以使漆包線絕緣漆層剝離氣化�,造成焊接部位“夾生”��,致使導(dǎo)通不良;③ 有可能出現(xiàn)焊接壓力過大����,導(dǎo)致掛鉤變形量太大漆包線被壓的過扁,使焊接后拉拔力不足���,沖擊振動(dòng)時(shí)容易造成斷線���。

圖 3 掛鉤型端子熱壓焊樣品
為了避免問題①和問題②,我們一般把焊接電流設(shè)置為兩段(或兩段以上) 焊接��,并使用熔深控制掛鉤的變形量:第一段采用較小電流�,使端子軟化并產(chǎn)生熱量使漆包線絕緣漆層氣化,然后第二段加大電流進(jìn)行加壓定型�����,完成焊接���。掛鉤型電阻熱壓焊焊接規(guī)范設(shè)定如圖 5 所示����。
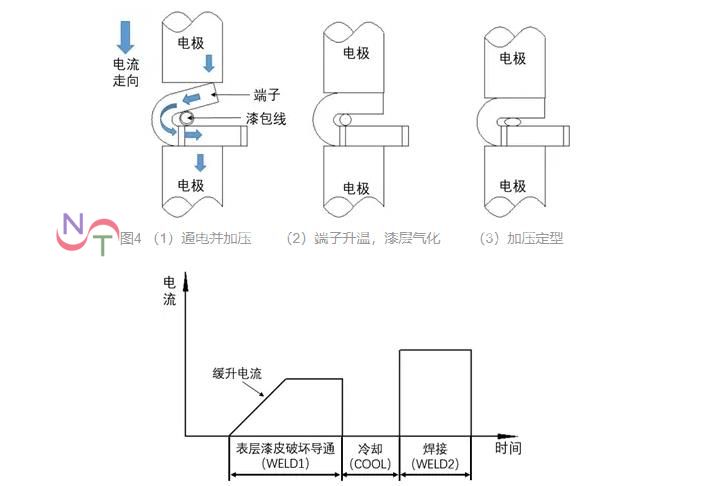
圖 5 掛鉤型電阻熱壓焊焊接規(guī)范設(shè)定
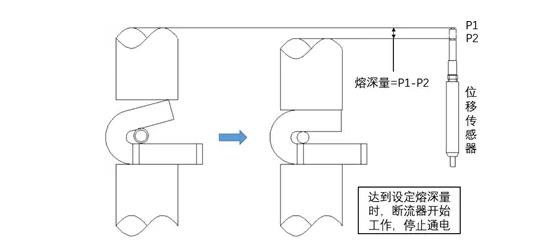
為了解決問題③�,我們采用在焊接電極上安裝位移傳感器,使用焊接電源的中斷功能來處理:在開始放電前�����,通過位置傳感器采集上電極的位置 P1����;然后在放電過程中,實(shí)時(shí)采集上電極的位置 P2���;循環(huán)比較實(shí)時(shí)熔深量(P1-P2)與設(shè)定熔深量���,當(dāng)實(shí)時(shí)熔深量達(dá)到設(shè)定熔深量時(shí),焊接電源斷流器開始工作�,停止通電,結(jié)束焊接過程�。這個(gè)功能可以有效的解決掛鉤型熱壓焊的過壓問題。焊接電源中斷功能示意圖如圖 6 所示��。
圖 6 焊接電源中斷功能示意圖
掛鉤型端子結(jié)構(gòu)設(shè)計(jì)建議:(1)當(dāng)漆包線直徑較粗時(shí)�����,由于繞線張力較大���, 采用全自動(dòng)繞線機(jī)端子掛線比較困難�����,端子可采用雙掛鉤方式�����,根部掛鉤用于固定漆包線始末端�����,上部掛鉤用于焊接���,結(jié)構(gòu)如圖 7 所示���;(2)端子鍍錫會提高焊接強(qiáng)度。錫的熔點(diǎn)比銅低���,錫鍍層熔化后可以跟漆包線和端子進(jìn)一步潤濕��,大大增加了接觸面積��,可以提高焊接的可靠性����;(3)對于較細(xì)的漆包線線圈,可以將漆包線先進(jìn)行絞并��,再進(jìn)行焊接�,以提高焊接強(qiáng)度�。絞合樣品圖片如圖 8 所示。

圖 7 雙掛鉤結(jié)構(gòu)示意圖 /漆包線絞合焊接樣品/掛鉤型端子結(jié)構(gòu)熱壓焊金相圖
襯套型端子結(jié)構(gòu)焊接過程如圖10 所示����,跟上面介紹的掛線鉤端子結(jié)構(gòu)類似�����, 電流初始時(shí)只通過端子套管的外壁���,產(chǎn)生的電阻熱使絕緣漆層氣化剝離�����,隨著焊接過程的進(jìn)行����,在上下電極的壓力作用下,漆包線與端子套筒直接焊接為一體����。焊接樣品剖面如圖 11 所示。
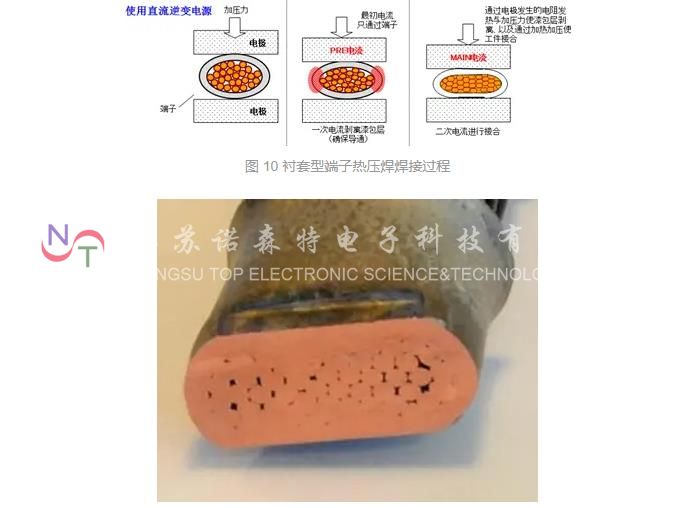
圖 11 襯套型端子熱壓焊樣品剖面
圖 12 為襯套型端子熱壓焊樣品金相圖����,圖片從左到右依次展示了熱壓焊各個(gè)階段的金相圖����。從左邊的圖片可以明顯的看到漆包線的絕緣漆層(深褐色區(qū)域);經(jīng)過第二階段的熱壓焊后�����,絕緣漆層氣化剝離��,芯線和芯線之間形成氣孔(黑色 區(qū)域)���,如中間的圖片所示;在連續(xù)多段電流和加壓力的同時(shí)作用下�����,端子內(nèi)部空間進(jìn)一步壓縮,氣孔消失�,端子和芯線焊接為一體。
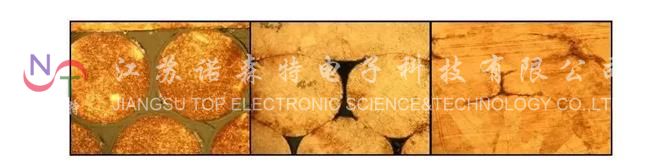
圖 12 襯套型端子熱壓焊樣品剖面
對于一些結(jié)構(gòu)比較不適合使用掛鉤型端子的線圈���,比如針式的引出端,可以采用銅管或銅帽包覆焊接方式��,如下圖 13 所示�����,同樣可以使用電阻熱壓焊的方式焊接��。
圖 13 針式引出端子銅管熱壓焊樣品
對于大型馬達(dá)繞組引接線(漆包線)與外部導(dǎo)線的連接�����,可以直接將繞組引接線和外部導(dǎo)線使用襯套包覆�,直接采用電阻熱壓焊的方式進(jìn)行焊接�����。焊接樣品圖片如圖 14 所示。

圖 14 大型馬達(dá)繞組引接線與外部導(dǎo)線電阻熱壓焊樣品
通常襯套型端子結(jié)構(gòu)的焊接截面積較大�����,推薦使用多脈沖焊接模式進(jìn)行焊接����,通過在脈沖與脈沖之間設(shè)置冷卻時(shí)間��,以促進(jìn)漆包線氣化后煙塵的排出�。焊接規(guī)范設(shè)定示意圖如圖 15 所示。



圖 15 襯套型電阻熱壓焊焊接規(guī)范設(shè)定
作者:極客焊匠 https://www.bilibili.com/read/cv11790800 出處:bilibili

我們的優(yōu)勢
1.具有國內(nèi)企業(yè)所不具備的焊接工藝技術(shù):
2.我公司擁有多年的精密焊接研發(fā)�����,對材料和焊接工藝有著非常深度的理解�,完全有可能助你找到優(yōu)佳的焊接解決方案。
3.售后服務(wù)好����,公司有接多位研發(fā)及焊接工藝工程師,對全國售后服務(wù)能作出及時(shí)處理��。
工件打樣
工廠內(nèi)備有多種功率的精密逆變點(diǎn)焊機(jī)(碰焊機(jī))��、熱壓焊機(jī)�、縫焊機(jī),并且有幾百種適合不同產(chǎn)品的夾具�����、焊頭(還可根據(jù)產(chǎn)品設(shè)計(jì)夾具�、焊頭),無論貴司有任何產(chǎn)品存在焊接難點(diǎn)問題����,歡迎您來我司(或?qū)⒐ぜ牡轿宜荆┖附哟驑樱覀児こ處?/span>多年的“電阻焊研究”和對焊接工藝的深度理解,都有可能幫你找到更好的焊接解決方案�。
公司本著“領(lǐng)先國內(nèi),挑戰(zhàn)國外,與時(shí)俱進(jìn)”的研發(fā)設(shè)計(jì)發(fā)展理念 本著振興民族品牌宗旨,以技術(shù)為根基,以品質(zhì)延生命,以服務(wù)贏口碑;本著執(zhí)著的工匠精神,爭做客戶的不二優(yōu)秀供應(yīng)而。技術(shù)戰(zhàn)略上,聯(lián)合高校,倡學(xué)軍民融合方針,發(fā)揮資源優(yōu)勢
“穩(wěn)定壓倒切,發(fā)揮團(tuán)隊(duì)效能” 公司心人才團(tuán)隊(duì)穩(wěn)定, 持續(xù)培養(yǎng)并引進(jìn)行業(yè)優(yōu)秀人才,核心硬件或者部件均采用國際知名品牌 讓精致產(chǎn)品和至上服務(wù)成就專業(yè),讓專業(yè)鑄就解煌�����,公同目前主要產(chǎn)品包括:螺母點(diǎn)焊機(jī)����,精密電阻點(diǎn)焊機(jī),脈沖熱壓焊接機(jī),自動(dòng)化專機(jī)及焊接配件�����。目前廣泛應(yīng)用領(lǐng)域:汽車制造、消費(fèi)電子��、醫(yī)療電子��、電子器件及傳感器,電光源��、航空航天電子及科研機(jī)構(gòu)和軍工領(lǐng)域���;
“萬涓成流,海納百川:來日方長,鑒證成長”走公同特色之路����、讓客戶認(rèn)可,讓價(jià)值閃光,讓合作成為必燃
公司擁有多名資深焊接右家,焊接設(shè)備穩(wěn)定可常,焊接工藝嫻熟�����。 此外,針對市場要求或客戶要求,快捷制作技術(shù)方案,快研發(fā),為客戶定制優(yōu)質(zhì)的設(shè)備,為客戶生保駕護(hù)航
熱歡迎廣大新老戶前來公司參觀指導(dǎo)�,工于心,匠于品���。共享共進(jìn)共贏�!
 中文
中文 英文
英文

店鋪1") 微信公眾號
微信公眾號 無錫阿里店鋪
無錫阿里店鋪焊接設(shè)備生產(chǎn)廠家") 自動(dòng)焊接設(shè)備生產(chǎn)廠家
自動(dòng)焊接設(shè)備生產(chǎn)廠家備生產(chǎn)廠家") 精密焊接設(shè)備生產(chǎn)廠家
精密焊接設(shè)備生產(chǎn)廠家廠家店") 電焊機(jī)廠家店
電焊機(jī)廠家店