
電機(jī)引線-端子熱熔焊接工藝:
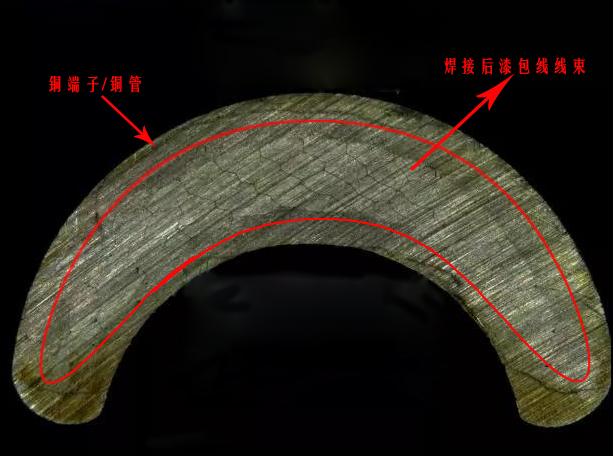
熱熔焊接工藝是首先對漆皮進(jìn)行氣化(省去刮漆皮工序)��,通過相鄰金屬表面熔接,形成金屬分子層之間的熔合��,幾乎將相鄰金屬熔接為一個(gè)整體����,相比端子壓接后相鄰銅線仍為獨(dú)立金屬個(gè)體而言,熱熔接部位的密實(shí)度更好��,幾乎不會(huì)出現(xiàn)空洞(如圖示1)��。導(dǎo)電性好����,電阻系數(shù)極低或近乎零,有效提高了電機(jī)的使用耐久性�����,不易發(fā)熱����,無質(zhì)量隱患。

TOP熱熔焊接機(jī)工作原理和步驟
電機(jī)定子銅鼻子熱壓焊熔接是把電極產(chǎn)生的電阻熱傳到端子上���,利用電阻熱能保證剝離導(dǎo)線的鍍層����,然后依靠電流產(chǎn)生熱量熔合金屬線的同時(shí)靠端子的夾力來確保結(jié)合強(qiáng)度的熱壓工藝手段。作為焊接支持��,TOP-漆包線熱熔焊接機(jī)需要用到銅端子或銅管�����。熱熔接過程包括兩項(xiàng)需要同時(shí)發(fā)生的操作:1����、經(jīng)過電極之間的電流加熱銅端子或銅管并導(dǎo)致漆包線線漆皮氣化,2�、電極作用于支架上的壓力將其壓緊成為一體,具有極高的電機(jī)性能�����。
具體步驟:
1�����、電流加熱�����,將電磁線(漆包線)的漆皮氣化裸露出金屬部分���;
2���、進(jìn)一步的加熱,漆皮氣化后�,為銅線和銅線連接在一起提供條件;
3��、進(jìn)一步的加熱和施加壓力���,潔凈后的銅線互相熱量傳遞擴(kuò)散���。使銅線熱熔在一起,銅線和端子也連接在一起�。
4、在通電斷開后�����,壓力需要繼續(xù)保持���,避免銅線連接松開�����。
5��、通過此種熔接方法形成的連接��,拉力強(qiáng)大和耐用��,并且?guī)缀趿汶娮璧倪B接�����。
Top熱熔焊接機(jī)優(yōu)勢
1�����、不用事先去漆皮����,不用焊錫,不用焊條�;
2、每根漆包線100%導(dǎo)通�����,三相線電阻值差值小�,一般在0.5%以內(nèi);
2�、銅線清晰可見,橫切面幾乎無縫隙�;
3、漆包線不能拉出����,只能拉斷,單根線拉斷時(shí)相對拉力較大��;���;
4���、銅端子或銅管變形量一致,焊接完后銅端子厚度不平衡度在0.1mm內(nèi)���;
6�����、操作人員只需要進(jìn)行非常簡單的培訓(xùn)���,操作人員只需要開機(jī)啟動(dòng)選擇參數(shù)就可以����;
7�、生產(chǎn)效率快,一次只需幾秒至二十秒就可以完成���;

樣品分析:樣品均是多股漆包線焊接銅鼻子����,使用我司熱熔接焊接����,與銅鼻子接觸面漆包線表面的漆均已氣化,裸露出內(nèi)部金屬線�。線與線之間緊密接觸無空洞,形成良好的導(dǎo)電率通道����。漆包線與銅鼻子焊接強(qiáng)度都能達(dá)到要求。
 中文
中文 英文
英文


店鋪1") 微信公眾號(hào)
微信公眾號(hào) 無錫阿里店鋪
無錫阿里店鋪焊接設(shè)備生產(chǎn)廠家") 自動(dòng)焊接設(shè)備生產(chǎn)廠家
自動(dòng)焊接設(shè)備生產(chǎn)廠家備生產(chǎn)廠家") 精密焊接設(shè)備生產(chǎn)廠家
精密焊接設(shè)備生產(chǎn)廠家廠家店") 電焊機(jī)廠家店
電焊機(jī)廠家店