線束壓方焊接�,是采用電阻焊接工藝����。電阻焊接的電阻類似與行進方向相反的作用力����。類似于剎車時產(chǎn)生的摩擦及伴隨的摩擦熱����。
-
線束焊接想解決以下問題:
-
進行絞線的焊接時,因出現(xiàn)焊接位置偏移現(xiàn)象�,導(dǎo)致焊接強度不穩(wěn)定;
-
導(dǎo)致絞線短路��;
-
絞線分散會減少連接面��,接觸部分的電阻值會增加(產(chǎn)生熱量)����;
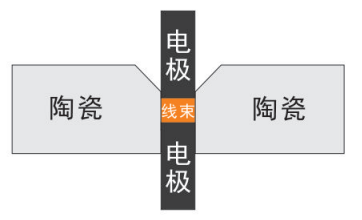
解決以上問題��,可以使用線束壓方焊接機���。由控制電源和壓方機構(gòu)組成。在加壓時進行通電���,由于金屬與金屬之間的接觸部位的電阻比較大而發(fā)熱�����、熔化被焊接在一起�����。利用此電阻發(fā)熱原理實現(xiàn)金屬浴金屬的接合�����。是利用陶瓷和電極夾持形成正方形型腔�,用過大電流讓線束末端焊接成型。
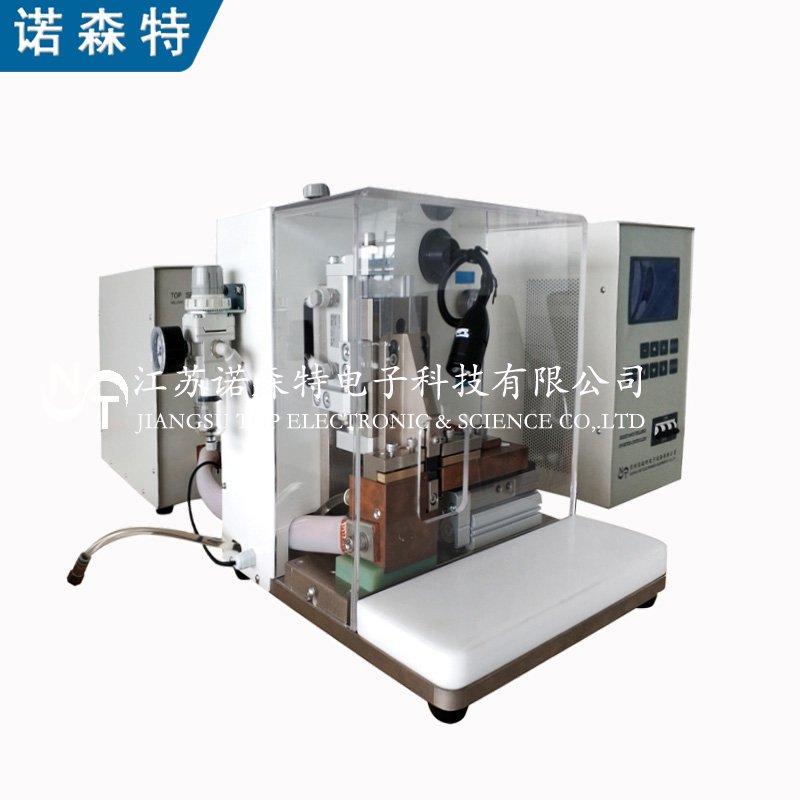
焊接時間短��,效率高���,熱量集中�,無需其他再處理工藝����;成本低,不需其他添加輔材��;操作簡單易實現(xiàn)自動化和組入生產(chǎn)流水線�。

相比傳統(tǒng)焊接方式線束壓方成型焊接的優(yōu)點:
1.焊接尺寸可控制�,滿足后道注塑工藝對尺寸的要求;
2.穩(wěn)定的接觸狀態(tài),提高焊接強度��,抑制短路�����;
3.可應(yīng)對細小線徑電纜�;
4.焊接時間短��,效率高����;
5.無需其他釬料��,直接焊接���,節(jié)約成本�����。
應(yīng)用行業(yè):(新能源)汽車電子線束焊接���,馬達電機線束焊接,電聲電子線束焊接,機械設(shè)備線束焊接�,等其他行業(yè)線束單股多股銅線,編織線�,電纜線,鋁線等的壓方成型焊接


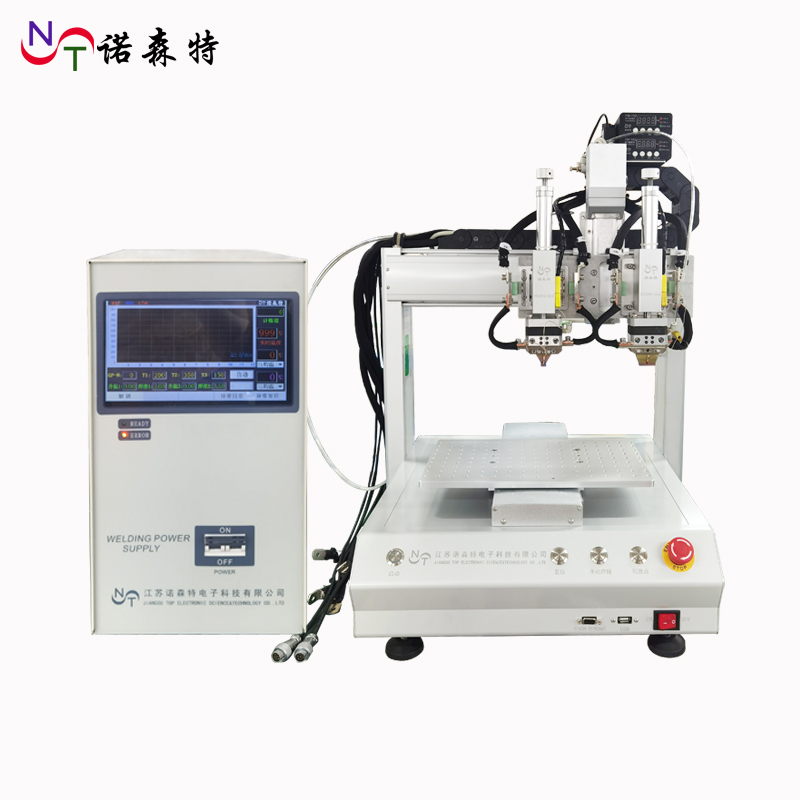
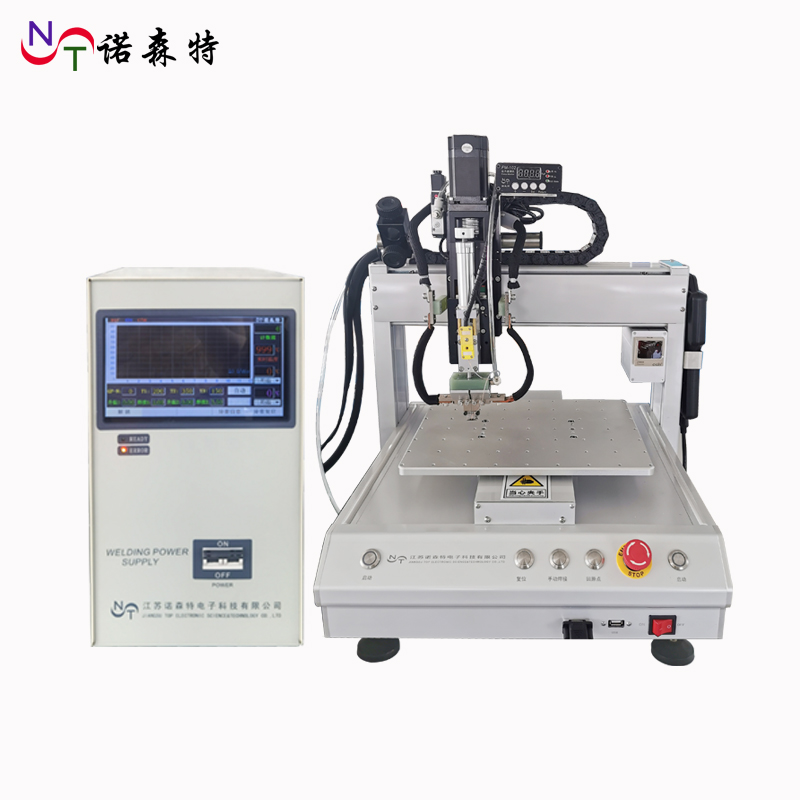
一體式線束壓方焊機 分體式線束壓方焊機
 中文
中文 英文
英文

店鋪1") 微信公眾號
微信公眾號 無錫阿里店鋪
無錫阿里店鋪備生產(chǎn)廠家") 自動焊接設(shè)備生產(chǎn)廠家
自動焊接設(shè)備生產(chǎn)廠家備生產(chǎn)廠家") 精密焊接設(shè)備生產(chǎn)廠家
精密焊接設(shè)備生產(chǎn)廠家 電焊機廠家店
電焊機廠家店